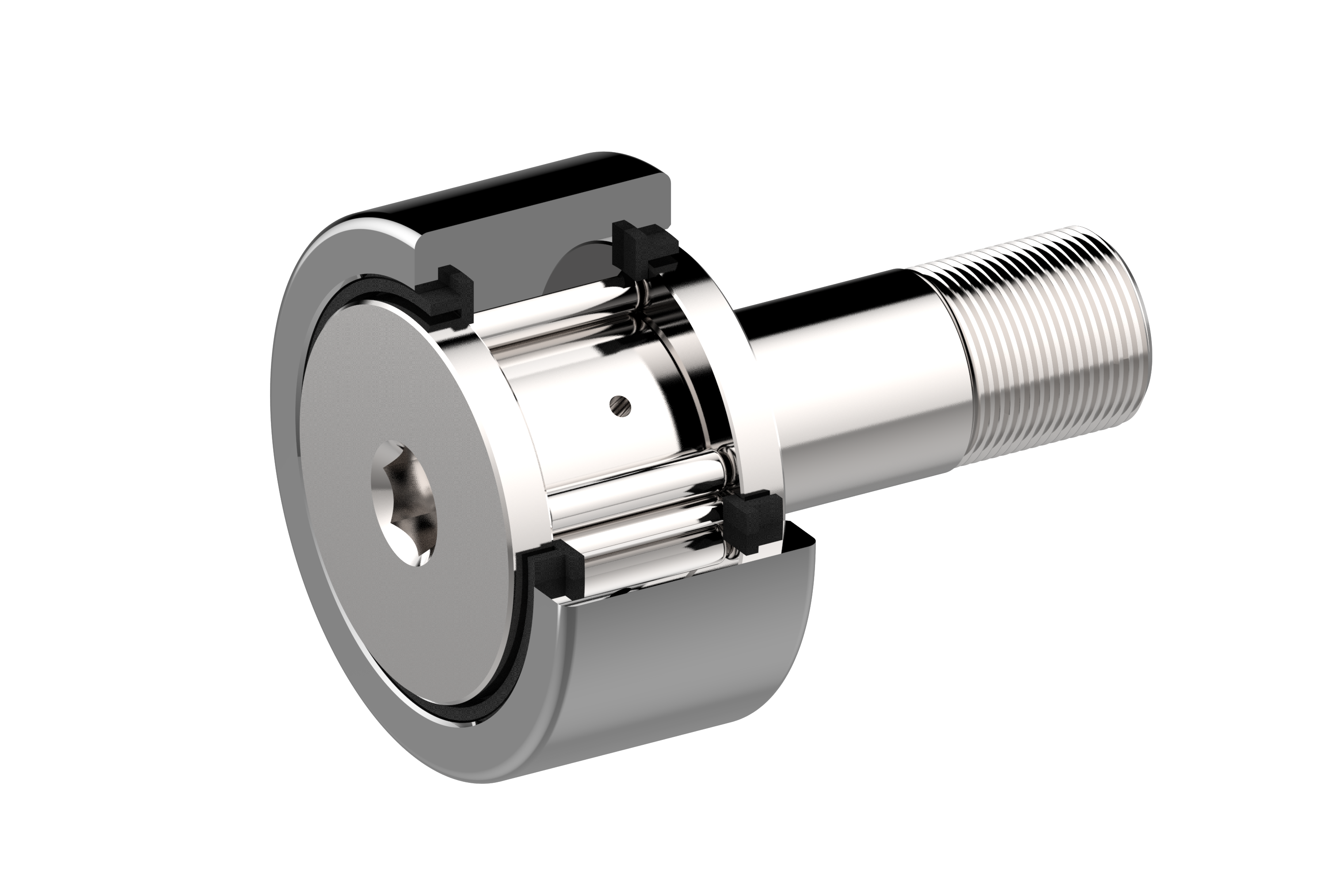
② 带轴向定位型产品可承受一定的轴向载荷
③ 可以承受轻微不对中影响产生的偏载和歪斜运转
④ 优化的外表面轮廓,减少了与导轨间的接触应力,提高导轨寿命
⑤ 优化的滚道和滚子形状,保证了轴承的长寿命

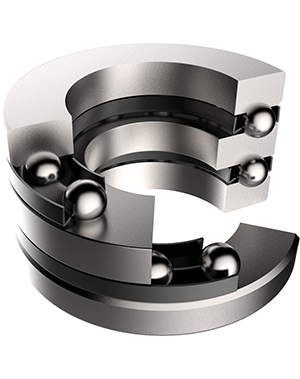
② 结构简单、标准化加工工艺,可靠耐用,性价比高。
③ 可承受径向和轻轴向两个方向轴向载荷,易于安装,维护成本低。

② 具有低的摩擦力矩,噪音与振动低,即使在高速工况下温升也较低。
③ 具有较低的最小载荷要求。

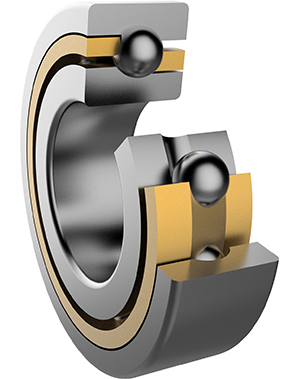
② 可承载径向和轴向联合载荷,通过多套单列组配或者双列轴承可以承受双向的轴向载荷。
③ 多套配置的单列轴承和双列轴承具有较高的刚性。
④ 高精度的产品保证了轴承的高转速和良好的运行性能。

② 非定位结构具有一定的轴向位移
③ 滚子优化的母线轮廓减少了滚子与滚道接触的边缘应力以及减小安装对中和轴挠曲对整体性能的影响,使用寿命长

② 高的径向承载能力和一定的轴向承载能力
③ 优化的内部结构设计、滚子形状和保持架结构使轴承具有长的使用寿命

② 低摩擦、噪音和振动,更长的寿命
③ 组配产品可以满足最适合的预负载和刚性需求
④ 可分离和互换的零件更便于安装、拆卸与维护

② 可以在极小的轴向空间内提供非常高的刚性
③ 优化的滚针和滚道形状设计,减少边缘接触应力的产生,具有更长的寿命





凸轮分割器轴承故障原因与解决方法
今天我们来聊聊凸轮分割器与轴承相关的故障解决方法。
在KIS轴承服务的客户中,很多行业客户都会运用到凸轮分割器此类高精度的机械设备。(如包装机械、制药机械、电子电镀行业、线缆行业,点胶机械、灌装机械、食品机械、汽车行业等。)

无论是应用到哪个行业,凸轮分割器在使用到一定的寿命后,就会出现各种不同的问题,比如出现冲击、产生噪音、运行不畅等问题。接下来我们将大家一一介绍。
出现分割器故障原因及解决方法:
故障现象:冲击、噪声,损坏分割器达不到预期的转速和承载能力
原因:调整不恰当从而影响分割器的精度。
主要发生在两部分:轴间距的调整;输入、输出轴向位置的调整。

解决方法
轴间距的调整
如果分割器通过长时间的使用、磨损,在定位工作区出现了间隙,那么要通过轴间距离的调整消除此间隙。这可通过同步调整输入轴两端的偏心套进行。
输入、输出轴向位置的调整
可通过调节凸轮两侧的锁紧螺母或输入轴两侧轴承压盖来调整凸轮分割器的轴向位置。可通过调节输出轴两端的轴承压盖或后端的锁紧螺母调整分割轮的轴向位置。

一、传动系统周边的下角料、杂物等阻滞运动,要及时清理传动系统周边的下角料、杂物等。
二、安装基面与分割器的输入、输出轴方向与设备所需的输入、输出方向同心度不好。出现偏斜或偏心。这样就会影响到输出精度,而且会严重地损坏分割器。因为这时,该分割器处于不正常的受力状态。
建议解决方法:调整安装基面与分割器的输入、输出轴方向。
三、分割器的凸轮轴轴承与轴颈配合间隙大于0.15mm时,应更换新轴承以恢复轴颈与轴承的正常配合。
1、凸轮轴轴承与座孔的配合应有一定的过盈量。
2、根据凸轮轴轴颈的尺寸,选择同规格的轴承进行更换。
3、将凸轮轴装入轴承座孔内转动数圈,根据松紧度和接触面积的情况进行适当的修刮。检验配合松紧度的方法是:在轴承外表面涂机油,转动凸轮轴数圈后,分割器用手指拨动正时齿轮时,应转动灵活无卡阻现象,上下扳动凸轮轴无明显的间隙感觉。
4、拆下汽缸体的后端盖,拆除旧轴承。新轴承压入时应注意对正油孔,各道凸轮轴轴承不得装错,以免影响摇臂机构的润滑。
四、分割轮中的滚针轴承损坏出现分割器故障,可将输出分割轴取出,更换滚针轴承。
有两种方式:
1、是将输出套松开,将输出轴取出,不要松动后端的压盖,这样再行装入时轴向位置不变。
2、松开输出轴后端的锁紧螺母和前端的输出套,即可将输出轴连同套一起取出,再装入时只需锁紧螺母,即可使输出轴回到原来的位置。
五、凸轮损伤出现分割器故障,不能再使用,可更换凸轮,无损伤或较轻损伤仍可继续使用。随时清理传动系统周围的下角料、杂物等,以防阻卡运动输入、输出轴连接件及传动件要定期检修。注意链轮、联轴器、皮带轮、齿轮及输出传动体等是否松弛,链轮、皮带的张紧程度,齿轮的啮合间隙等应绝对保证正常状态。
如有下述情况发现,应立即停止运转。
1、发生异常声响。
2、凸轮分割器在凸轮静止区有反向冲击。
3、发生异常振动。
4、在对应的间歇次数中无分割输出或在某一位置分割输出不稳定或全无分割输出。
END
