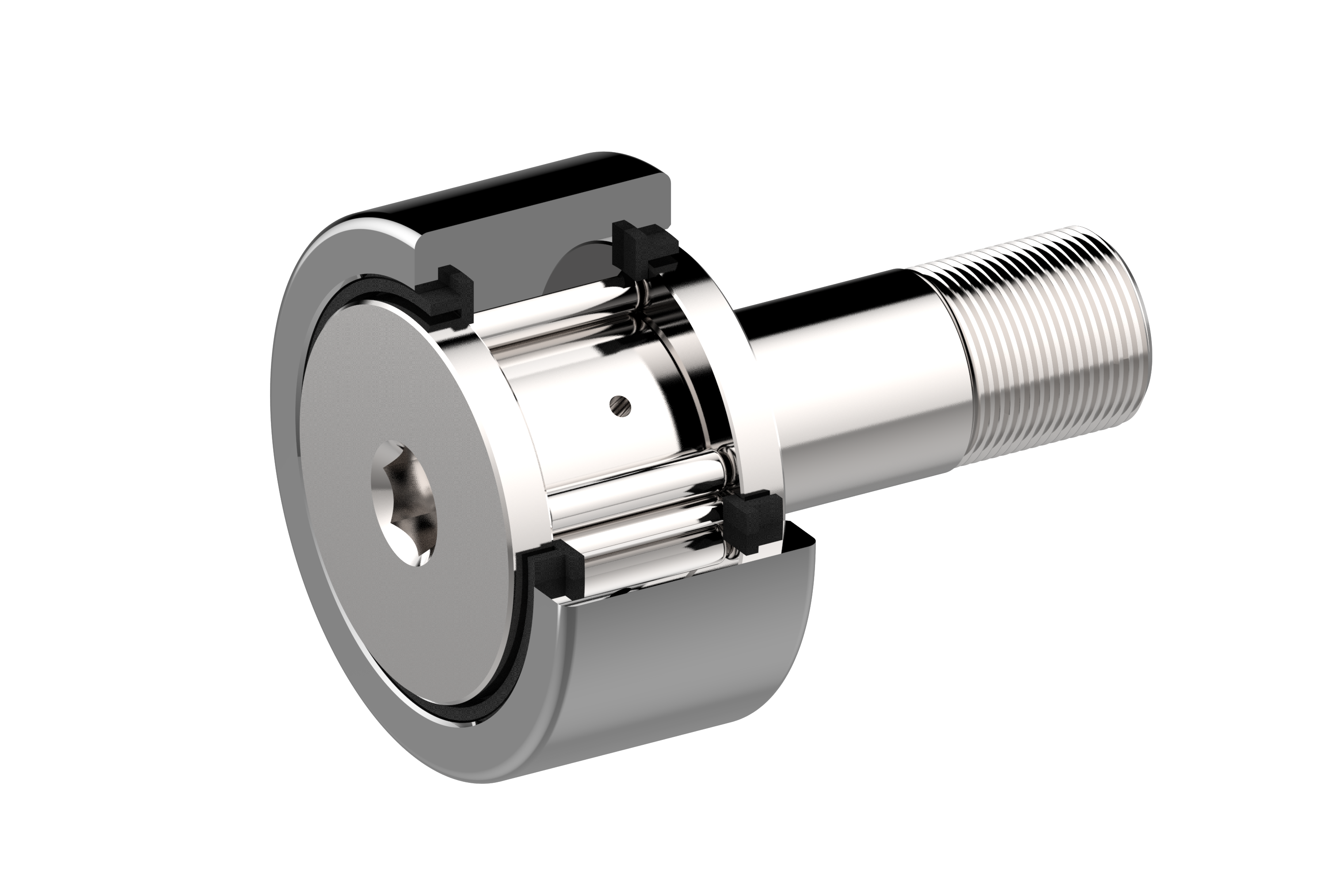
② 带轴向定位型产品可承受一定的轴向载荷
③ 可以承受轻微不对中影响产生的偏载和歪斜运转
④ 优化的外表面轮廓,减少了与导轨间的接触应力,提高导轨寿命
⑤ 优化的滚道和滚子形状,保证了轴承的长寿命

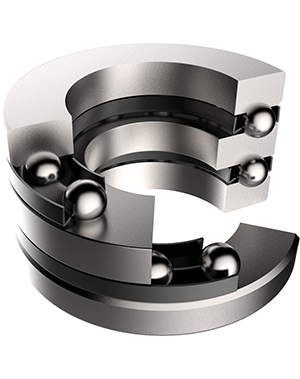
② 结构简单、标准化加工工艺,可靠耐用,性价比高。
③ 可承受径向和轻轴向两个方向轴向载荷,易于安装,维护成本低。

② 具有低的摩擦力矩,噪音与振动低,即使在高速工况下温升也较低。
③ 具有较低的最小载荷要求。

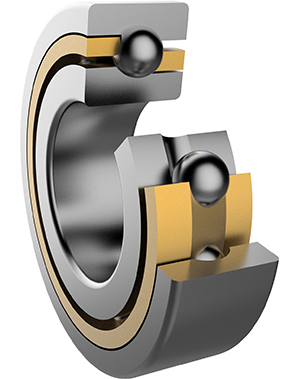
② 可承载径向和轴向联合载荷,通过多套单列组配或者双列轴承可以承受双向的轴向载荷。
③ 多套配置的单列轴承和双列轴承具有较高的刚性。
④ 高精度的产品保证了轴承的高转速和良好的运行性能。

② 非定位结构具有一定的轴向位移
③ 滚子优化的母线轮廓减少了滚子与滚道接触的边缘应力以及减小安装对中和轴挠曲对整体性能的影响,使用寿命长

② 高的径向承载能力和一定的轴向承载能力
③ 优化的内部结构设计、滚子形状和保持架结构使轴承具有长的使用寿命

② 低摩擦、噪音和振动,更长的寿命
③ 组配产品可以满足最适合的预负载和刚性需求
④ 可分离和互换的零件更便于安装、拆卸与维护

② 可以在极小的轴向空间内提供非常高的刚性
③ 优化的滚针和滚道形状设计,减少边缘接触应力的产生,具有更长的寿命





水刀定位不稳?KIS柯拉思利带您一探究竟
你知道吗?温润如君子的水,也可以变成锋利无比的切割工具,这就是水刀。
水刀,又称水切割,本名高压水射流切割技术。上世纪80年代开始,水切割被用于工业生产。它的最大特点是可以对任何材料进行任意曲线的一次性切割。
因为它需要完成一次性切割,所以“定位”对于水刀的使用至关重要。
1
困扰水刀设备用户A的难题
基本工况
往复频率70-80次/分钟,往复行程200mm;
最高转速2000RPM,最大轴向载荷10000N。
在这样的工况下,滚珠丝杠轴向窜动量达到2mm以上, 而水刀正常工作的定位精度最少需要在0.05mm以内。2mm的窜动值严重影响了水刀运行中的定位。
该难题让A公司苦恼不已,他也尝试过更换轴承类型,但工作中很快发热导致无法使用。
A公司尝试向KIS提出了咨询,希望KIS帮助他找到问题的原因。
2
KIS技术服务专家探究难题原因
“问题的真相永远在现场”。通过对产品设计结构及工况的反复研究,KIS发现该设备存在两点可优化的环节:
#1
产品定位形式:
A公司目前采用的是两端双定位结构,其中一侧电机驱动端内圈端面通过隔圈与联轴器直接接触,这也导致了当丝杠受到该侧轴向力时,作用力直接作用在联轴器,而联轴器结构决定其轴向是有一定的间隙,因此导致了轴向对丝杠并没有形成足够强的刚性支撑,从而导致了丝杠的窜动。
轴承选型:
目前两侧选用双列角接触球轴承,该类型标准产品轴向游隙在未加载状态下的普通组在9-29um,平均轴向游隙在19um。
当丝杠进行左右往复运动时产生的轴承载荷方向变换,会造成轴向窜动:
1)不可消除的轴向游隙会出现轴向窜动;
2)轴向往复运动过程中产生的滚动体在滚道内的不正常运动现象,也会造成轴承加速磨损疲劳。
从而最终影响其定位精度及大幅度缩短轴承寿命,严重影响水刀的正常使用。
#2
模拟分析
KIS通过专业轴承设计软件模拟实际工况,分析得出:
按照客户最初选型的产品得到的轴承预计寿命时间为823小时-862小时,远远低于A公司的对产品稳定运行的寿命需要。
3
KIS提供一套“量体裁衣"的解决方案
#1
更具刚性的产品定位形式:
丝杠的轴向刚性定位问题是首先要解决的核心问题,KIS推荐了一套保证轴向有足够刚性支承的定位形式(下图)。
这套定位形式的核心优势在于:
● 左右两侧分别采用高刚性的滚珠丝杠专用轴承,两个方向的轴向力分别由每侧轴承的两组主要承受轴向载荷的角接触球轴承组承担。另一组角接触球轴承主要承担不大的径向载荷。
● 该轴承的带有预载配置,加上左右两端配置的轴肩与挡圈的刚性预紧,可以很好的消除滚珠丝杠运行过程中的轴向间隙。
更合适的轴承选型:
建议客户选用KIS滚珠丝杠专用支撑轴承,采取背靠背配对使用。同时可结合工况下的空间尺寸,选用同类型中增加轴承座直径和宽度的型号,从而能更好的延长轴承使用寿命。
#2
效果对比
通过轴承专业分析软件,根据工况模拟的轴承预计寿命对比数据为:
823小时-862小时
VS
1401小时-3254小时
可以看到,轴承预计使用寿命最高是之前的3.77倍,很好的满足A公司的需求。
原设计下的预计轴承使用寿命:
经过KIS解决方案优化后的预计轴承使用寿命
如果您正在为轴承应用问题苦恼
扫描下方二维码填写技术服务咨询表
KIS的技术服务团队将为您答疑解惑
